|
|
|
|

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ждем ваших откликов! Свяжитесь с нами любым удобным для Вас способом, если Вы решили:
|
С уважением,
исполнительный директор
ООО «Армз РТ Групп»
Седенков Сергей Евгеньевич
моб. +7 903 784-53-12
тел/факс +7 495 233-73-05
http://www.almaz-new.ru
Акт испытаний в ООО «ЭГБ Высечные Ножи»
Введение.
При освоении ультразвукового сверления на станке SONICMILL (Америка) для изготовления каналов в кварцевых заготовках под волоконный световод типа «Панда» были опробованы режимы обработки рекомендуемые производителем. Так для сверления каналов диаметром 6 — 7мм рекомендуемая скорость вращения сверла 4000-5000 оборотов в минуту, а скорость подачи 0,01-0,03мм/сек. Глубина сверления до 230мм при длине сверла 240мм.В процессе работ нами были опробованы и другие режимы. Например : увеличивали скорость подачи от 5 до 8 мм/мин. (Станок позволяет сверлить со скоростью до 150мм/мин при длине сверла не более 25мм). Однако выполнить требования КД и получить 2 канала параллельных световодной жиле с отклонением не более 0,05 мм не удавалось. Оптимальной скоростью подачипри отработке технологии сверления было выбрано 2мм/мин. В этом режиме мы получаем стабильный результат. Смещение каналов не превышает 0,05 мм. При проведении глубинного сверления всегда используется максимальный поток охлаждающей жидкости для вывода шлама из зоны резания. Насос станка создает давление жидкости до 6атм. Для каждого сверла проводится процедура настройки ультразвукового источника питания, т.к. сообщение инструменту ультразвуковых колебаний позволяет существенно интенсифицировать процесс, облегчает подачу СОТС в зону сверления. Шероховатость внутренней поверхности удерживаем в диапазоне 7-8 классов. Этому способствует и правильно подобранные размеры алмазного зерна на сверлах. Первые поставочные сверла имели зерна 200/230 (класс шероховатости поверхности 6), далее заказывали у производителя и получали сверла с зерном 270/325 (стандарт США ANSIB 74) Сверла, используемые на станке , имеют конструкционные особенности. Сверло состоит из хвостовика и трубки , оснащенной режущей частью. Алмазоносная часть выполнена методом порошковой металлургии. Толщина стенки трубки не более 0,65 мм. Подобных сверел не производит ни одно предприятие РФ.В основном производят кольцевые сверла длиной до 70мм, диаметрами до 450мм, а изготовление алмазоносной части проводится гальваническим способом.
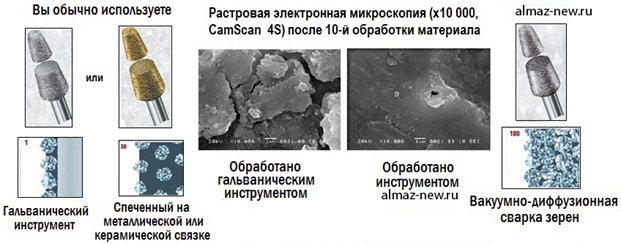
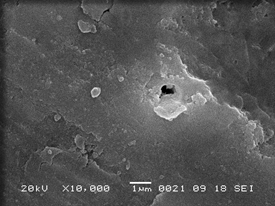
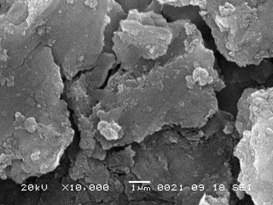
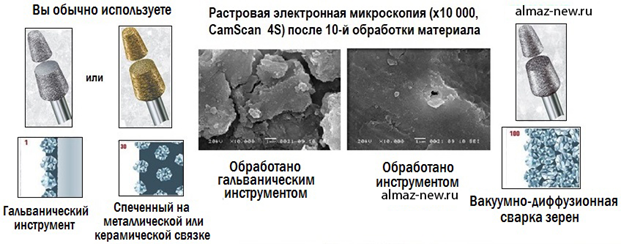
При проведении совместных работ со специалистами УПА в рамках программы по импортозамещению в поле зрения попало предприятие ООО «Фагот-Инжиниринг» ,которое изготавливает галтовочное оборудование и алмазный инструмент «SOLID» методом вакуумно-диффузионной сварки. После детального рассмотрения образцов их продукции было принято решение об опробовании нескольких пар сверел. Изготовление должно было пройти на основе наших трубок от использованных американских сверел с нанесением нового алмазоносного слоя по технологии вакуумно-диффузионной сварки (пропитки) алмазных зеренсо связкой в вакууме при температуре выше 1000°С.Относительная концентрация алмазных зерен при этой технологии предельно высокая около 250%, достигается хорошая адгезия между зерном и связкой. С увеличением концентрации алмазов в сверлах существенно повышается производительность и ресурс их работы.Разработчиком данной уникальной технологии является ООО «Фагот-Инжиниринг».В этой работе интересовало качество алмазоносного слоя сверла, качество поверхности в каналах после сверления , а так же долговечность сверла по сравнению с американским аналогом. В течении времени предшествующего изготовлению мы передали для ознакомления чертежи на американские сверла, подготовленные КТО ЗПМ, провели согласование геометрических параметров будущего сверлапо расчетам ООО «Фагот-Инжиниринг», а так же получили общие рекомендации по применению алмазных кольцевых сверел при сверлении стекла обычным способом без учета параметров УЗ размерной обработки. Наиболее ценной была информация по правке сверел, которую мы взяли на вооружение и стали применять в повседневной работе. Было предложено испытать алмазный порошок зернистостью 160/125 вместо 100/80 из-за отсутствия оного и гарантировалось, что обработка будет соответствовать чистому шлифованию и классу шероховатости 7-8. В итоге от ООО «Фагот-Инжиниринг»было получено 3 основных сверла и 2 центровочных сверла для проведения тестовых работ.
Цель работы :
Испытать сверла «SOLID» Ø 7мм, изготовленные в неметаллических пресс-формах по технологии вакуумной диффузионной сварки, в повседневной работе на производстве волоконных световодов. Рассчитать производительность и ресурс их по результатам работы.
Этапы работы:
1.Опыты проводились сверлами Ø7мм с рабочей длиной основного сверла 220мм, центровочного30мм. Внутренний диаметр рабочей алмазоносной части центровочного сверла на 0,02мм меньше , чем основного сверла. Прочность алмазов АС50, зернистость 160/125.
Режимы обработки:
— число оборотов сверла (шпинделя) 4850 об/мин.
— рабочая подача 2мм/мин
— частота ультразвука 20680 гц
— в качестве СОТС использовался 4 % водный раствор полусинтетической эмульсииMOBILCUT230
Результаты работы:
И это идентично ресурсу американского сверла.
Вывод.
2.Подготовить и передать в ООО «Фагот-Инжиниринг»техническое задание на разработку и собственное изготовление комплектов сверел (центровочные и основные сверла) всех используемых диаметров на основе отечественных материалов , и в первую очередь сверел идущих для новых проектов (ВС «Радстойкая Панда», многосердцевинный ВС, и ВС SPUN)диаметрами 2мм,3мм и 5 мм по чертежам КТО ЗПМ.
Мероприятия:
1.КТО ЗПМ подготовить обновленные чертежи на алмазные трубчатые сверла. Ввести в спецификацию номера сверелидущих на опытные работы по заказу Р-140
Срок 10.05.2016г
Количество комплектов сверел по 4 шт каждого вида. Длина основных сверел от 120 до 220 мм
Срок 13.05.2016г
Ведущий технолог ЗОК Димакова Т.В.
Согласовано :
Директор ЗОК Полосков А.А.
Начальник ТО ЗОК Докучаева А.Л.
ММП им. В.В.Чернышёва
АКТ № ЛР-003-08 по испытанию эльборовых шлифовальных головок фирмы «Фагот»

Фирмой «Фагот» на испытание были предоставлены эльборовые шлифовальные головки ЛКВ60МГШ 012×10 250/200. Испытания проводились в цехе №36 на координатно-шлифовальном станке фирмы «HAUSER» при обработке электродов Ф68219-282-000СБ Пв из материала «эльконайт» для лопаток 088.24.8770СБ. В настоящее время для обработки этих электродов применяются эльборовые шлифголовки B251DIAMETAL-G.
Испытания на ОАО «Уфимское моторостроительное производственное объединение» (ОАО «УМПО»)

В цехе 19а ИНП УМПО проведено испытание опытных эльборовых головок марки ЛКВбО ф 1,25; ф 20; ф 30; ф 6 на операциях координатной шлифовки отверстий и на слесарном участке» по изготовлению лопаточных прессформ для литейного цеха.

ОАО УМПО Цех 39
Главному технологу Симонову С.А.
АКТ по испытанию алмазного инструмента фирмы «ФАГОТ»
В период с 23.03.09г. по 30:03.09т . в цехе Хя39 проводилось опробование алмазного инструмента фирмы «ФАГОТ» на операциях ручной зачистки с применением ниевмофоргун 6356-003 на деталях и узлах изделия «96» и «117», а также алмазное карандаши для правки шлифовал ьпых кругов. Алмазные головки применялись для слесарной зачистки сегментов ияд.117, а также спятия заусенцев в труда о доступ пых местах. Стойкость инструмента «ФАГОТ» по сравнению с применяемыми в цеху абразивными головками из электрокорунда белого выше в среднем в 30 раз (одпой алмазной тловкой был зачищен комплект сегментов- 28 шт.. причем без значительного износа самого инструмента — — 0,5 мм по вершине головки). По алмазным карандашам — заключение положительное, износа не наблюдается, качество правки хорошее.
АКТ № ЛР-004-09 об испытании комплекса технологических средств для слесарной обработки
АКТ № 036-001-10 о испытании алмазного правящего ролика

Фирмой «Фагот» был предоставлен на испытание алмазный правящий ролик формы 1Г1 диаметром 80 мм (R1.5).
Читать подробнее →
испытания алмазных шлифовальных головок
Фирмой «Фагот» были предоставлены на испытание алмазные шлифовальные головки конического профиля МЗК 06 АС32 80/63 6×90°, изготовленные вакуумно-диффузионным методом.
Читать подробнее →
Испытание алмазных головок на ФГУП «Гознак» (Монетный двор в Санкт-Петербурге)