|
|
|
|

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ждем ваших откликов! Свяжитесь с нами любым удобным для Вас способом, если Вы решили:
|
С уважением,
исполнительный директор
ООО «Армз РТ Групп»
Седенков Сергей Евгеньевич
моб. +7 903 784-53-12
тел/факс +7 495 233-73-05
http://www.almaz-new.ru
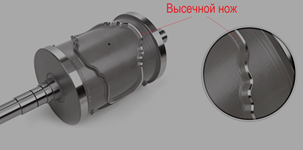
Акт испытаний в ООО «ЭГБ Высечные Ножи»

Специальное предложение
Профессиональные Алмазные диски Солга Диамант . Акция!!! Спец условия. -50% от рынка. Корпуса T.D.B.S. Алмазные коронки 152мм.- 6 899р.
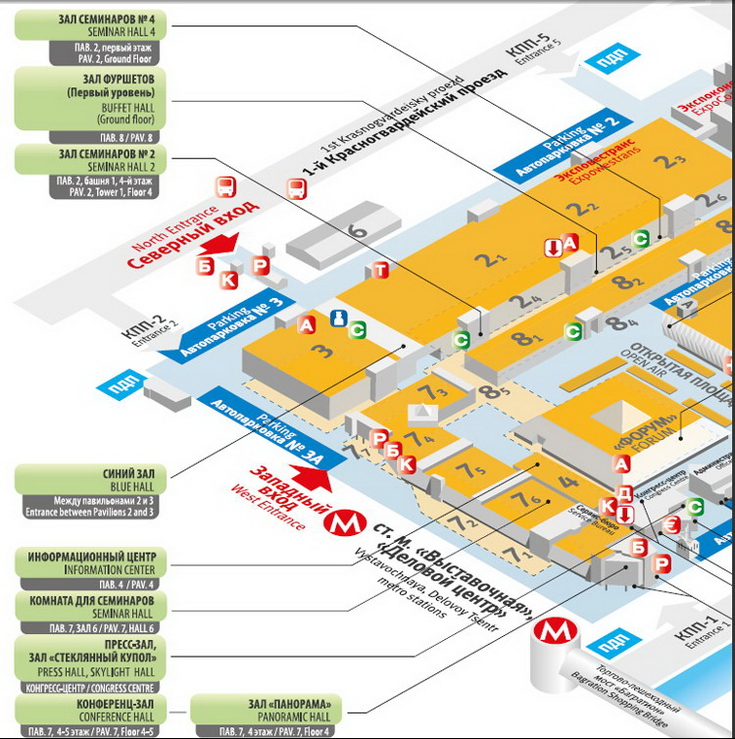
Металлообработка 2018. Международная специализированная выставка «Оборудование, приборы и инструменты для металлообрабатывающей промышленности». Компания ООО «АРМЗ РТ ГРУПП» приняла активное участие в выставке, показав новейшие разработки в области алмазного инструмента.














Введение.
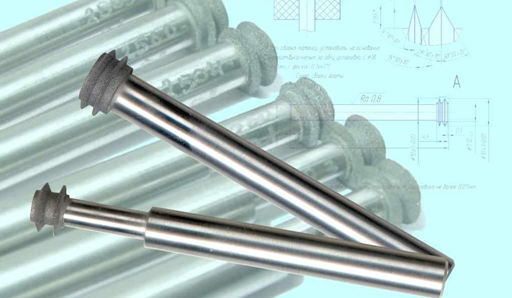
При освоении ультразвукового сверления на станке SONICMILL (Америка) для изготовления каналов в кварцевых заготовках под волоконный световод типа «Панда» были опробованы режимы обработки рекомендуемые производителем. Так для сверления каналов диаметром 6 — 7мм рекомендуемая скорость вращения сверла 4000-5000 оборотов в минуту, а скорость подачи 0,01-0,03мм/сек. Глубина сверления до 230мм при длине сверла 240мм.В процессе работ нами были опробованы и другие режимы. Например : увеличивали скорость подачи от 5 до 8 мм/мин. (Станок позволяет сверлить со скоростью до 150мм/мин при длине сверла не более 25мм). Однако выполнить требования КД и получить 2 канала параллельных световодной жиле с отклонением не более 0,05 мм не удавалось. Оптимальной скоростью подачипри отработке технологии сверления было выбрано 2мм/мин. В этом режиме мы получаем стабильный результат. Смещение каналов не превышает 0,05 мм. При проведении глубинного сверления всегда используется максимальный поток охлаждающей жидкости для вывода шлама из зоны резания. Насос станка создает давление жидкости до 6атм. Для каждого сверла проводится процедура настройки ультразвукового источника питания, т.к. сообщение инструменту ультразвуковых колебаний позволяет существенно интенсифицировать процесс, облегчает подачу СОТС в зону сверления. Шероховатость внутренней поверхности удерживаем в диапазоне 7-8 классов. Этому способствует и правильно подобранные размеры алмазного зерна на сверлах. Первые поставочные сверла имели зерна 200/230 (класс шероховатости поверхности 6), далее заказывали у производителя и получали сверла с зерном 270/325 (стандарт США ANSIB 74) Сверла, используемые на станке , имеют конструкционные особенности. Сверло состоит из хвостовика и трубки , оснащенной режущей частью. Алмазоносная часть выполнена методом порошковой металлургии. Толщина стенки трубки не более 0,65 мм. Подобных сверел не производит ни одно предприятие РФ.В основном производят кольцевые сверла длиной до 70мм, диаметрами до 450мм, а изготовление алмазоносной части проводится гальваническим способом.
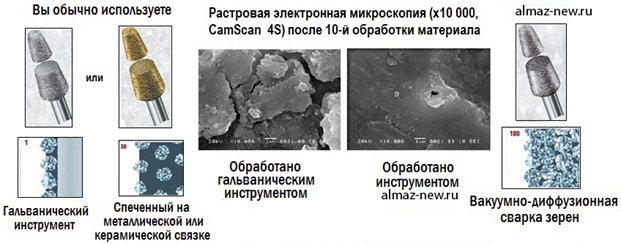
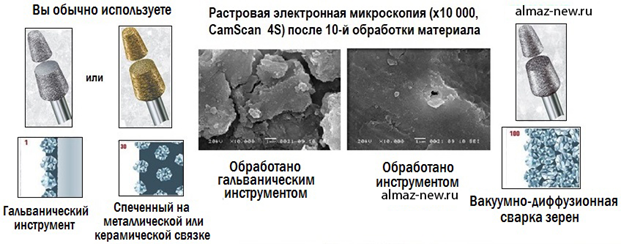
При проведении совместных работ со специалистами УПА в рамках программы по импортозамещению в поле зрения попало предприятие ООО «Фагот-Инжиниринг» ,которое изготавливает галтовочное оборудование и алмазный инструмент «SOLID» методом вакуумно-диффузионной сварки. После детального рассмотрения образцов их продукции было принято решение об опробовании нескольких пар сверел. Изготовление должно было пройти на основе наших трубок от использованных американских сверел с нанесением нового алмазоносного слоя по технологии вакуумно-диффузионной сварки (пропитки) алмазных зеренсо связкой в вакууме при температуре выше 1000°С.Относительная концентрация алмазных зерен при этой технологии предельно высокая около 250%, достигается хорошая адгезия между зерном и связкой. С увеличением концентрации алмазов в сверлах существенно повышается производительность и ресурс их работы.Разработчиком данной уникальной технологии является ООО «Фагот-Инжиниринг».В этой работе интересовало качество алмазоносного слоя сверла, качество поверхности в каналах после сверления , а так же долговечность сверла по сравнению с американским аналогом. В течении времени предшествующего изготовлению мы передали для ознакомления чертежи на американские сверла, подготовленные КТО ЗПМ, провели согласование геометрических параметров будущего сверлапо расчетам ООО «Фагот-Инжиниринг», а так же получили общие рекомендации по применению алмазных кольцевых сверел при сверлении стекла обычным способом без учета параметров УЗ размерной обработки. Наиболее ценной была информация по правке сверел, которую мы взяли на вооружение и стали применять в повседневной работе. Было предложено испытать алмазный порошок зернистостью 160/125 вместо 100/80 из-за отсутствия оного и гарантировалось, что обработка будет соответствовать чистому шлифованию и классу шероховатости 7-8. В итоге от ООО «Фагот-Инжиниринг»было получено 3 основных сверла и 2 центровочных сверла для проведения тестовых работ.
Цель работы :
Испытать сверла «SOLID» Ø 7мм, изготовленные в неметаллических пресс-формах по технологии вакуумной диффузионной сварки, в повседневной работе на производстве волоконных световодов. Рассчитать производительность и ресурс их по результатам работы.
Этапы работы:
1.Опыты проводились сверлами Ø7мм с рабочей длиной основного сверла 220мм, центровочного30мм. Внутренний диаметр рабочей алмазоносной части центровочного сверла на 0,02мм меньше , чем основного сверла. Прочность алмазов АС50, зернистость 160/125.
Режимы обработки:
— число оборотов сверла (шпинделя) 4850 об/мин.
— рабочая подача 2мм/мин
— частота ультразвука 20680 гц
— в качестве СОТС использовался 4 % водный раствор полусинтетической эмульсииMOBILCUT230
Результаты работы:
И это идентично ресурсу американского сверла.
Вывод.
2.Подготовить и передать в ООО «Фагот-Инжиниринг»техническое задание на разработку и собственное изготовление комплектов сверел (центровочные и основные сверла) всех используемых диаметров на основе отечественных материалов , и в первую очередь сверел идущих для новых проектов (ВС «Радстойкая Панда», многосердцевинный ВС, и ВС SPUN)диаметрами 2мм,3мм и 5 мм по чертежам КТО ЗПМ.
Мероприятия:
1.КТО ЗПМ подготовить обновленные чертежи на алмазные трубчатые сверла. Ввести в спецификацию номера сверелидущих на опытные работы по заказу Р-140
Срок 10.05.2016г
Количество комплектов сверел по 4 шт каждого вида. Длина основных сверел от 120 до 220 мм
Срок 13.05.2016г
Ведущий технолог ЗОК Димакова Т.В.
Согласовано :
Директор ЗОК Полосков А.А.
Начальник ТО ЗОК Докучаева А.Л.
 |
Компания ФАГОТ приняла участие в 17-й международной специализированной выставке «Оборудование, приборы и инструменты для металлообрабатывающей промышленности»Большое спасибо всем посетившим наш стенд. Спасибо организаторам выставки. Мы получили красивый диплом участника!
|







Прошла выставка «Металлообработка 2015. Были представлены последние разработки в области алмазного инструмента и вибро-шлифовального оборудования.
__________________________________________________________________________

МЕТАЛЛООБРАБОТКА-2015
16-я Международная специализированная выставка «Оборудование, приборы и инструменты для металлообрабатывающей промышленности»
__________________________________________________________________________

Международная специализированная выставка оборудования, комплектующих, материалов, технологий и услуг для металлообработки и машиностроения.
__________________________________________________________________________
Компания «ФАГОТ» с начала 2015 года, взаимодействуя с руководством «Экспоцентра», открыла Специализированный раздел выставки «Технофорум-2015». Является соорганизатором выставки «Шлифтех-2015». Подробнее можно узнать на сайте.
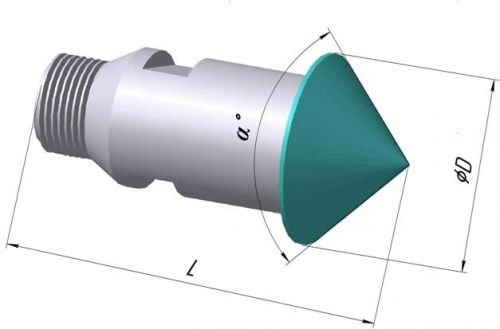

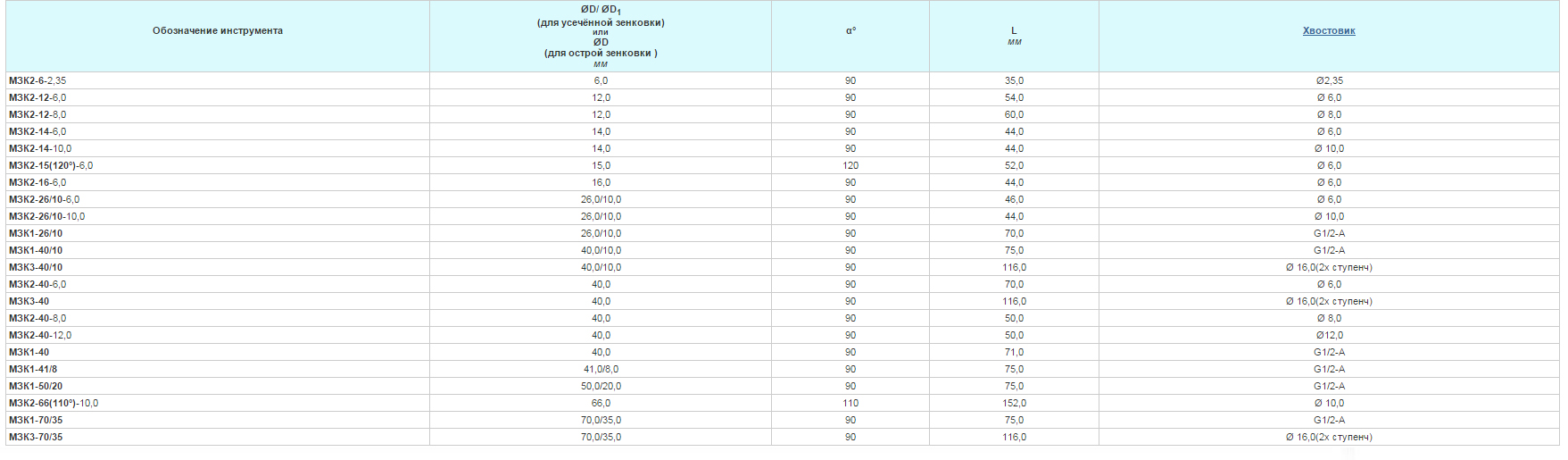
Алмазные зенковки конические (МЗК) изготавливаются, как острые, так и в виде усечённого конуса. Предназначены для формообразования фасок в отверстиях деталей из всех видов стекла, кварца, керамики, ситаллов.
Инструмент изготавливается с хвостовиками следующих типов:

а) конический с резьбой G1/2-A (МЗК 1)
б) цилиндрический (МЗК 2)
в) двухступенчатый для станков с чпу (МЗК 3)